Crystallizer
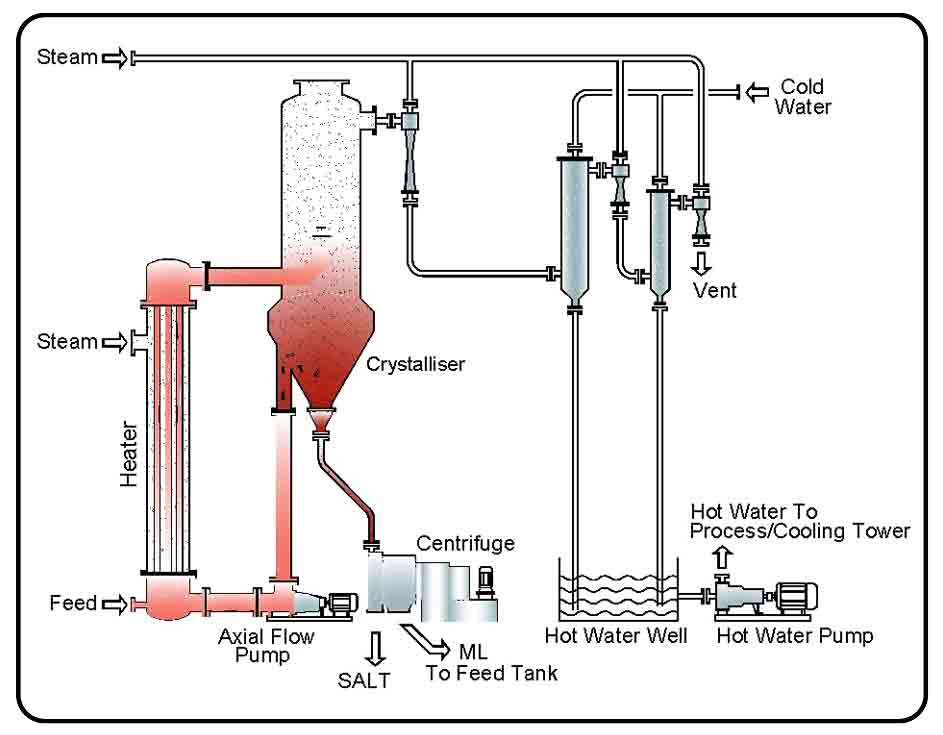
Textile effluents are a mix of various dye effluents & salts. In some cases , they contain a major part of Sodium sulphate .This salt can be separated by crystallizing by adiabatic cooling. Since crystallizing is a purification process, the salt formed by this is pure (without any other salt or colour). The salt which is also known as Glauber’s Salt (Na2 So4 10H2O) is a hydrated salt which is used in the Dyeing process in textile mills. This also has a good sale value. The process involves concentrating the effluent containing Sodium Sulphate to the concentration of 20-25% strength. This concentration is then chilled in a crystallizer upto a temperature of 10-12°C. At this temperature Glauber ‘s Salt starts crystallizing out of the solution in form of odorless crystals leaving behind ML of 8-10%.
The slurry inside the cryst is evenly circulated with help of an axial flow pump, which helps in controlled nucleation & growth rate. This avoids choking or uneven salt crystal sizes making it easier to recover. The crystallizer is designed for continuous operation, by pumping the chilled slurry to a pusher centrifuge which is use to separate the salt from the colored mother liquid . This is either taken to the feed or the solar pond depending on the amount of impurities present in feed .
Advantages
- Resource Recovery
- Waste Minimization
- Cost Savings
- Environmental Compliance
- Sustainable Practices
- Revenue Generation
- Positive Corporate Image
Advantages of Unitop Salt Recovery System
- Resource Recovery: Glauber Salt recovery plants enable the extraction and recovery of sodium sulfate, a valuable resource, from industrial effluents that would otherwise be wasted. This promotes resource conservation and reduces the need for new sodium sulfate production, which can have environmental and economic benefits.
- Waste Minimization: By recovering Glauber’s Salt from effluents, the plant helps minimize waste generation. Sodium sulfate-containing effluents can be a significant source of pollution if not properly treated or managed. Implementing a recovery plant reduces the environmental impact by effectively utilizing and transforming waste into a valuable product.
- Cost Savings: Recovering Glauber’s Salt through a dedicated plant can result in cost savings for industries. Instead of disposing of sodium sulfate-containing effluents through costly waste management processes, the recovered salt can be reused within the same industry or sold for commercial purposes, generating revenue or reducing the need to purchase sodium sulfate from external sources.
- Environmental Compliance: Glauber Salt recovery plants help industries meet environmental regulations and standards by effectively treating and managing sodium sulfate-containing effluents. By removing sodium sulfate and other impurities, the plant helps minimize the release of harmful substances into the environment, thus contributing to environmental sustainability.
- Sustainable Practices: Implementing a Glauber Salt recovery plant aligns with sustainable practices and circular economy principles. It promotes the concept of resource recovery and reuse, reducing the reliance on virgin materials and minimizing the environmental footprint of industrial processes.
- Revenue Generation: Recovered Glauber’s Salt can be sold as a valuable product, providing an additional revenue stream for industries. The purified salt can find applications in various industries, including textile dyeing, detergents, glass manufacturing, and chemical production, among others.
- Positive Corporate Image: Adopting sustainable practices, such as implementing a Glauber Salt recovery plant, enhances a company’s corporate image and reputation. It demonstrates a commitment to environmental stewardship, responsible resource management, and social responsibility, which can be attractive to customers, investors, and stakeholders.
Overall, a Glauber Salt recovery plant offers multiple advantages, including resource recovery, waste minimization, cost savings, environmental compliance, sustainable practices, revenue generation, and a positive corporate image. By implementing such a plant, industries can achieve both economic and environmental benefits while contributing to a more sustainable future.
Glauber Salt Recovery Plant
A Glauber Salt recovery plant is a facility designed to extract and recover Glauber’s Salt (sodium sulfate decahydrate, Na2SO4·10H2O) from various sources, such as textile effluents or other industrial processes where sodium sulfate is present. The plant utilizes a series of processes to purify and isolate Glauber’s Salt for further use or commercial sale.
Here is a general overview of the operations and components typically found in a Glauber Salt recovery plant:
- Effluent Collection: The plant starts by collecting the effluent or wastewater containing sodium sulfate. This effluent can be sourced from textile mills, chemical industries, or other manufacturing processes.
- Pre-Treatment: Depending on the nature and composition of the effluent, pre-treatment steps may be necessary. This can include filtration, sedimentation, pH adjustment, or chemical precipitation to remove impurities and enhance the efficiency of subsequent processes.
- Concentration: The effluent is concentrated to increase the sodium sulfate content. Various methods such as evaporation, membrane filtration, or ion exchange can be employed to achieve the desired concentration.
- Crystallization: The concentrated solution is then subjected to crystallization in a crystallizer or evaporator. By carefully controlling temperature and cooling rates, Glauber’s Salt crystals start forming, while other impurities remain in the solution. The crystals can be harvested through settling, filtration, or centrifugation.
- Drying: The harvested Glauber’s Salt crystals are typically washed, followed by a drying process to remove excess moisture. This can be achieved through air drying, fluidized bed drying, or other drying techniques, resulting in a final product with the desired moisture content.
- Quality Control and Packaging: The dried Glauber’s Salt crystals are tested for purity and quality parameters, ensuring they meet the required standards. The salt is then packaged into bags, containers, or bulk storage for further distribution or use.
- Byproduct Management: During the recovery process, there may be byproducts or leftover impurities. These byproducts are appropriately treated, disposed of, or further processed based on their nature and environmental regulations.
- Environmental Considerations: Glauber Salt recovery plants often incorporate measures to minimize environmental impact. These can include wastewater treatment systems, air pollution control devices, and adherence to local environmental regulations.
Glauber Salt recovery plants play a vital role in reducing waste, recovering valuable resources, and promoting sustainable practices in industries that generate sodium sulfate-containing effluents. By efficiently extracting and purifying Glauber’s Salt, these plants contribute to both environmental preservation and economic benefits.
Our installations
Download the Catalogue
Download our latest Water Technology Product Catalogue for valuable engineering insights, detailed product specifications, and key numbers to help with selecting and sizing pumps, filters, and other components. Our catalog is an essential resource for professionals in water management and treatment. Download your copy today and see the kind of insights and support that can help you succeed in your projects.
