Caustic Recovery Plant (CRP)

With world market opening up sustaining profitable growth in such market is always going to be a challenge Competition is strong and it will affect margins in general. In such situation one has to start thinking afresh on various profit making avenues which were being ignored in better times.
The ideal way of looking at it is basically looking at points to save wastages of various resources and recover it profitably wherever possible.
Unitop has been in the forerunner in recovery from waste for the past 40 years offering various projects such as heat recovery systems, salt recovery and caustic recovery system / caustic recovery plant.
Application
Under caustic recovery system / caustic soda recovery plant, Caustic concentration has applications in every industry where dilute caustic is produced due to washing and the concentrated liquor can be reused Various applications where caustic is reused are :
Knit Mercerizing Knit mercerizing usually has very few impurities such as size, starch and hence the recycled caustic is also pure. The recycled caustic can be reused for a longer period of time before the cumulative impurities reach unacceptable levels.
Grey Mercerizing Grey knit mercerizing has lot of size in the weak liquor and hence the recycled caustic has to be replaced frequently say once in 15 days. Moreover source of sizing material & its quantity is largely unknown. The recovered caustic being viscous & lower gpl has to be treated to make it usable. This recovered caustic again has to be dossed with fresh caustic to maintain its gpl.
Explanation
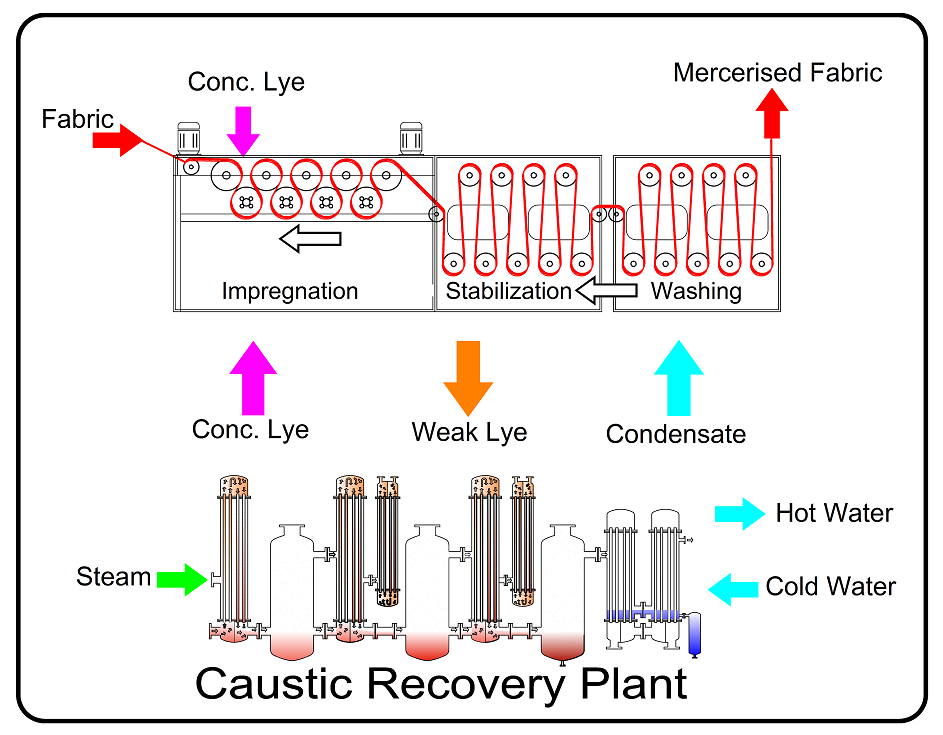
Weak Caustic lye, around 5-6 Be (40 – 50 gpl), is collected from the impregnation and washing chamber into a storage tank. It is then taken to a filtration unit to filter the suspended solids, fluff etc. The feed to CRP then passes through a series of preheaters which preheat the wash liquor with the help of flash vapors from the condensate flashes ensuring minimum steam loss in heating the Wash liquor to its boiling point. The liquor in the tubes comes in contact with the steam in the shell side of heater 1 and the liquor starts boiling. The vapor liquor mixture enters the flash vessel through a tangential entry and the vapors get separated and enter the shell of the 2nd stage. The boiling in the successive effect takes place due to lower pressure created with help of a water ring vacuum pump. Due to lower pressure the boiling point of the liquor is reduced and it starts boiling. The concentrated liquor enters the 2nd heater due to the pressure difference and comes in indirect contact with the generated vapors and the same procedure is repeated. The concentrated product is removed from the last stage by a product pump. This later is taken either to a storage tank or to a Concentrated Lye purification system.
Under caustic recovery system / caustic soda recovery plant vapors generated at the last stage need to be condensed. This is done by either HOT WATER or an ADIABATIC EVAPORATOR system. In case of a hot water system, water at room temperature is passed through tubes of an exchanger and it gets hot due to the vapors. This hot water is uncontaminated and hence can safely be used in the process or the boiler as per the requirement.
In some cases where the hot water generated cannot be effectively consumed the effluent is passed through the exchanger and sprayed in an Adiabatic Evaporator. Here the waste heat is lost in form of vapors and hence effective steam consumption of steam is reduced. Also nuisance of excess hot water is eliminated.
Principle of working
Under caustic recovery system / caustic soda recovery, Caustic at low concentration is heated to its boiling point with the help of a heat source and the vapors generated due to boiling are used to heat the weak liquor. This hot liquid is then flashed at lower pressure and the vapors so generated used again. The weak liquor is concentrated to 250-300 gpl as in case of dry Mercerizer or 450-500 gpl in case of wet Mercerizer which can be reused with a minor topping up of caustic

Scope of Supply
UNITOP AQUACARE offers the plant on truly turnkey basis with no hidden scopes. Purification systems, pumps, filters are all included in the offer whereas most competitors ask client to buy it as optional accessories or get it manufactured onsite as per their specifications at clients cost.
UNITOP is so confident of its claims that we have been amongst the first to have provided the caustic recovery plant with a data acquisition system where all the inputs and outputs of the plant are connected via sensors to a computer which not only record all parameters and defaults but also can provide the data either current or history in graphical or text format. This data can be transferred to excel format and the economics of the Caustic recovery Plant can be worked out each day.

Our installations
Download the Catalogue
Download our latest Water Technology Product Catalogue for valuable engineering insights, detailed product specifications, and key numbers to help with selecting and sizing pumps, filters, and other components. Our catalog is an essential resource for professionals in water management and treatment. Download your copy today and see the kind of insights and support that can help you succeed in your projects.
